Electropolishing, Reverse plating & passivation explained
New England ElectropolishingElectropolishing, Reverse Plating & Passivation Explained
How Electropolishing enhances the surface of stainless steel parts
Electropolishing is the electrolytic removal of metal in a highly ionic solution by means of electrical current. A less technical description of the process would be “reverse plating.”
Electropolishing is normally used to remove a very thin layer of material on the surface of a metal part or component. The process is of interest because of its ability to enhance the material properties of a work piece in addition to changing its physical dimensions. The amount of change to the metal is highly dependent upon the metal itself and how it has been processed up to the point where it is Electropolished.
The benefits of Electropolishing
- Removes elemental iron from the surface of stainless steel alloys, enhancing the chromium/nickel content resulting in dramatically improved resistance to corrosion
- Improves surface smoothness by leveling micro peaks and valleys resulting in easier sterilization and maintenance of clean surface on medical, food and beverage, and semiconductor manufacturing equipment
- Precision rates of removal — .0001” accuracy
- Provides most superior form of passivation in stainless steel
- Simultaneously removes burrs while parts are polished
- Reduces friction and surface drag
- Removes stressed and disturbed layer of surface metal caused by cutting or mechanical finishing
- Improves surface brightness and reflectivity
- Provides low resistance surface for welding
- Removes metallic and non-metallic inclusions unavoidably introduced during manufacturing
- Allows for economical polishing of large numbers of small parts and configurations inaccessible to mechanical polishing
- Delivers an aesthetically appealing chrome-like appearance for formed sheet metal components without the high costs and environmental disadvantages of chrome plating.
Why use Electropolishing
Electropolishing is used for leveling the surface of many metals. It requires a minimum of labor and, if the conditions are right, can provide a spectacular surface finish. At first glance the leveling effect is important because it can improve the visual appearance of the part. Its real usefulness, however, is in the manner in which it smoothes the part.
This smoothing effect results in leveling of the grain boundaries of the metal. In fact, the effect can be so pronounced at times, that visual identification of the boundaries can no longer be made. With the grain boundaries smoothed edge-to-edge, the usual sites for stress cracking have been removed. In most instances, this will enhance a part’s strength up to the value of its bulk material properties.
Another benefit of the leveling is the reduction of the total surface area of the grain boundaries exposed to the process. This significantly reduces the amount of material from the grain boundary areas exposed to chemical attack. In the areas of high vacuum work, the smoothing effect is useful because it reduces the total process surface area of the work piece. This reduces the gas load on the system allowing one to reach higher vacuums more easily.
Electropolishing also has a quality control and inspection aspect to its nature. Since the process is
carried out in the presence of aggressive chemicals, when a defective part comes through the process line, the chemicals in the Electropolishing solution tend to uncover the defect in the part. This is a dramatic but effective way of double-checking the quality of material being processed.
It should further be pointed out that with certain kinds of stainless steels, the surfaces of the part become passivated when they are Electropolished. Passivation is useful in many processes related to medical, pharmaceutical and semiconductor companies.
Practical limitations of Electropolishing
While it is possible to Electropolish almost all metal, several metals and alloys don’t lend themselves to standard industrial processing. Factors that determine suitability relate to the process chemistry, while others relate to the processing of the raw metals.
Alloys that contain quantities of carbon, sulfur or silicon are quite difficult to Electropolish.
The best way to find out what can be done is to ask questions and to investigate. Sometimes the answer to your inquiry is already known. Many times the answer is found through testing the material or parts. The standard practice is to try any new or unfamiliar part before any major processing is started.
How Electropolishing works on stainless steel
Electropolishing will occur when metal can dissolve anodically through a highly polarized film. Current theory also states that the highly polarized film can be a solid, fluid and/or gas. It’s the steady state removal of metal ions that creates a desirable and practical Electropolishing procedure.
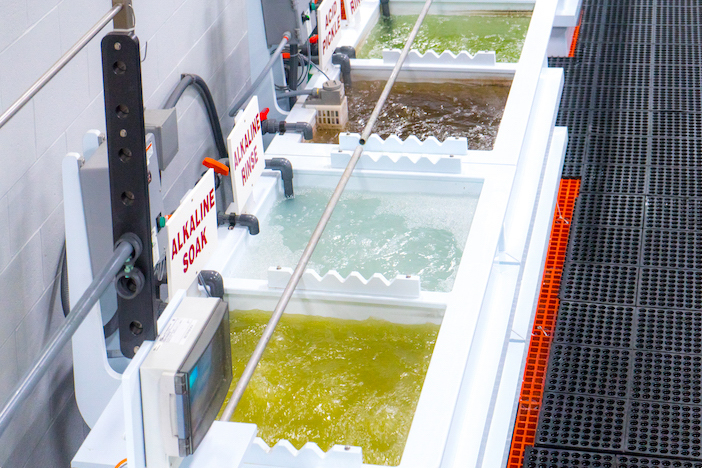
The physical process starts with a tank filled with a phosphoric and sulfuric acid solution. The edges of the tank are lined with metal plates that function as the cathodes. Electrical connections are provided so that the leads from a rectifier can be connected to the work piece (anode) and the metal side plates (cathode).
In Electropolishing, the work piece is connected to the positive side of the rectifier and the cathode to the negative side. To meet the most desirable setting for the work piece, adjustments are made to the current level, voltage level and tank temperature. The work piece is then lowered into the processing tank and the power is turned on. After a suitable amount of time (actual length depends upon the part) the power is turned off and the part taken out of the tank.
The part is covered by a thick film or “drag out.” The electrical connection is removed from the part and the part is then taken to subsequent drag out tanks where the anode film is rinsed off by immersion. The part then moves to subsequent rinse stations including deionized water rinses.
In Electropolishing, a very significant preference exists for the removal of any high spots on the metal surface. This means that the dimensions of the lower spots are changed very little, which creates a smoothing effect to the metal surface. It also means that by the nature of the process, the total amount of dimensional change required to obtain the polish effect is very small.
Passivation as part of the Electropolishing process
Almost any stainless steel purchased for manufacturing has been rolled machined and/or manipulated with carbon or tempered steel instruments. This means that, in general, all of the stainless steel purchased or re-manufacture will have an appreciable amount of steel worked into the surface.
Why stainless steel corrodes
In the world of metal fabrication, surface impregnated steel is referred to as “free-iron.” This free iron corrodes with no real difficulty. The corrosion process of iron is a very aggressive reaction. This reaction will, in almost all cases, start corrosion in the stainless steel. Once started, the corrosion of the stainless will continue to take place without the presence of free iron.
Most corrosion information uses a salt spray test as its basis for comparing corrosion rates. The corrosion of free iron in salt water creates both chemical and electrical chemical reactions. It’s believed that this reaction attacks the stainless steel at its grain boundaries and the corrosion propagates through the grain structure and ungluing the structure.
Another well-known chemical reaction takes place when stainless steel is subjected to the effects of chlorine. In this reaction, the chlorine leaches out of the carbon and severely degrades the structure the atomic packing of the metal. Learn more about why stainless steel rusts.
Passivation is part of the chemical process
If the carbon present is not a problem, Electropolishing begins to enrich the surface with chromium and nickel. At some point, a chemical reaction takes place during the processing of the part. The chromium reacts and forms chromium oxide. Further, if the surface is very rich in chromium, the chromium oxide will form a thin layer over the metal surface. This is referred to as the chromium enriched surface oxidizing to form a chromium oxide passivation layer. This mechanism is referred to in the industry as “passivation.”
The term passivation is used widely in the stainless steel processing industry. In order to do good passivation, you must have a clean, active part. In some cases, you have to chemically strip the existing passive layer from the part before it can be re-passivated. However, Electropolishing does not require any stripping of the existing passivation layer. The electromotive potential has more than enough energy to remove the outer layer of the part — enough to remove any passivation layer that may have previously existed.
Electropolishing Resources

What is Electropolishing?
Electropolishing is an electrochemical and reverse plating process that removes the outer layer of skin on a metal...

The Electropolishing Process
The electropolishing process is initiated by immersing a metal part into a temperature-controlled bath of electrolyte...

Benefits of Electropolishing
Curious about the benefits of putting your parts through the electropolishing process? Read along below where we...

How Much Material Does Electropolishing Remove?
Electropolishing, when done properly is a highly controllable process which removes as little as...

How Much Will Electropolishing Improve the Surface Finish of My Part?
Ra and RMS are both representations of surface roughness. Ra is calculated as the roughness average of a surface’s...

Electropolishing Frequently Asked Questions
Learn the difference between electropolishing and electroplating as well as how the electropolishing process works...
Electropolishing vs. Passivation

What is ASTM B912?
ASTM B912 is an industry standard for the passivation of stainless steel alloys through electropolishing...

What is ASTM A967?
ASTM A967 is an industry standard specification for the chemical passivation treatments for stainless...

What is ISO 13485?
ISO 13485 is a standard that applies specifically to medical devices. ISO 13485 is designed to be...
